![]()
![]()


一、概述
全自动吹瓶机主要用于制作各类聚烯烃中空容器。
该系统采用MC100 PLC作为核心控制,设备名称为直线型吹瓶机。直线型吹瓶机广泛用于食品、饮料、化妆品、医药容器的生产,投资相比旋转型吹瓶机小、实用性更高。
二、控制要求
1、烘道和吹瓶平台分开,彼此独立;
2、通过通讯控制加热;
3、要求达到一定的产量。
三、系统组成
本吹瓶机电控部分由三部分构成:监控、加热和传动。
设备采用MC100-3232BTA PLC做控制,采用MZ600-TT06SK10触摸屏进行监控。加热部分由厂家自主研发的可控硅调压控制板构成。PLC通过MODBUS协议来控制调压板电压。 传动由伺服驱动器以及一台变频器构成。
其系统图如下:

控制主要分为3部分:加热、工位行走、吹瓶机构动作。
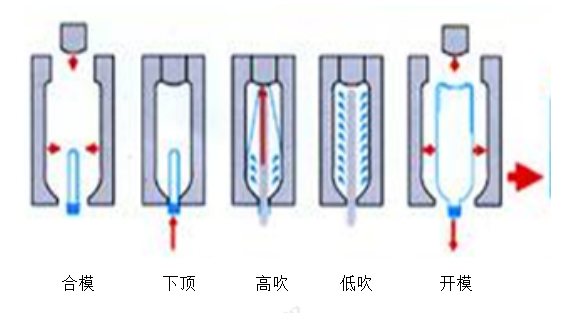
吹瓶工艺示意图如下:本工艺流程属于典型的时序控制
2、运动控制
MC100系列 PLC可控制2个伺服,最高脉冲频率为100KHZ。同时可以接收6路高数脉冲输入,最大频率50KHZ。 支持绝对定位、相对定位、原点回归、可变速脉冲等定位指令,满足客户一般的运动控制要求。在机械正常运行过程中,每次移动2个工位。通过相对定位指令来完成,移动完成后才开始合模和以下的工艺动作。
3、加热控制
加热通过调节调压板的电炉丝电压来控制加热温度,PLC通过MODBUS通讯发送调节阀值给调压板。

四、总结
1、MC100系列PLC运动控制性能强,最多控制2轴,最高脉冲频率可达100KHZ,运行可靠完全满足客户精度的要求;
2、通过标配的2个通讯串口,一个串口用来联接触摸屏、一个控制控压板,即可节约成本,又具有很强的抗干扰性能;
3、MC100 PLC程序容量可以高达16K,基本指令只需0.3μs,完全满足客户复杂的逻辑时序控制要求。


